
Hitsaaminen ja hitsausprosessit
Hitsaus- ja leikkauskaasut ovat olleet Air Liquiden tuotevalikoiman ytimessä jo yli 100 vuoden ajan. Ajan myötä osaamisemme on kehittynyt vastaamaan ammattilaisten uusiin tarpeisiin ja uusiin teknologioihin. Siksi kaasumme ja ratkaisumme kehittyvät jatkuvasti, jotta voimme vastata uusien valmistusprosessien tai uusien materiaalien tuomiin haasteisiin. Tutustu huipputeknologioihimme ja ratkaisuihimme!










Kaasusuoja
Suojakaasujen tärkein tehtävä on suojata sulaa metallia ilman vahingollisilta vaikutuksilta. Ilmassa oleva happi voi hapettaa metalliseoksen ja muodostaa kuonaa, mikä ei ole lainkaan toivottavaa.
Hitsauskaasujen valikoimamme
-

ARCAL Prime Pullo Exeltop 50L 200 bar (EOI)
ARCAL™ Prime : Optimaalinen puhtaus | TIG- ja plasmahitsaus kaikki materiaalit | Alumiinin ja kupariseosten MIG-hitsaus | Juurensuojakaasu
-
ARCAL Chrome Pullo Exeltop 50L 200 bar (EOI)
ARCAL™ Chrome : Erinomainen valinta | MAG-hitsaus sekä austeniittiselle että ferriittiselle ruostumattomalle teräkselle | MAG-suojakaasut kaikkien ruostumatto ...
-
ARCAL Speed Pullo Exeltop 50L 200 bar (EOI)
ARCAL™ Speed : Lisää tehokkuutta | Erittäin tuottavaan hiiliteräksen MAG-hitsaukseen | Suojakaasu hiiliterästen MAG-hitsaukseen umpilangalla | Suuri tuottavuu ...
-
ARCAL Force Pullo Exeltop 50L 200 bar (EOI)
ARCAL™ Force : Erinomaiset tulokset | Kaikki käyttötarkoitukset hiiliterästen MAG-hitsauksessa | MAG-hitsaus kaikissa asennoissa | Soveltuu hyvin huokoisten j ...

Hitsaus lyhyesti
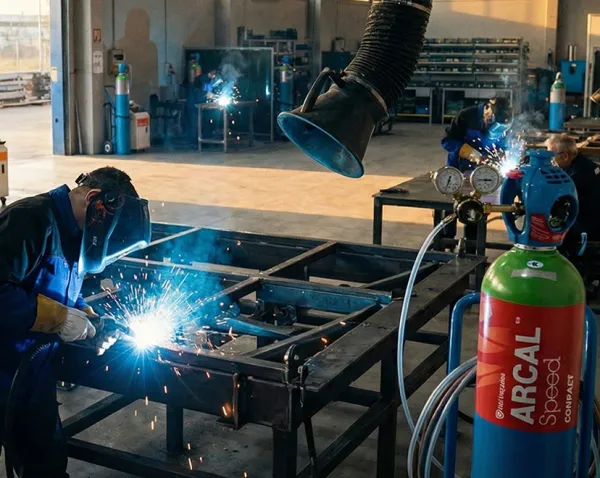
Kaarihitsaus on yleisin menetelmä. Energia syötetään sähkökaaren avulla (ja virroilla, jotka voivat olla jopa useita satoja ampeereja). Tämä menetelmä edellyttää kaasun käyttöä
- yleensä argonpohjaista seosta
- nestemäisen hitsauskylvyn suojaamiseksi ympäröivältä ilmalta. Laitteistoja voidaan mukauttaa tuottavuuden lisäämiseksi automaattisessa tai robottihitsauksessa.
Olipa kyseessä aktiivinen tai inertti hitsauskaasu, se on aina välttämätön kaarihitsausmenetelmissä. Se takaa hitsauskohdan paikallisen suojan, joka on välttämätön liitoksen mekaanisten ominaisuuksien saavuttamiseksi, ja sen avulla voidaan optimoida hitsausnopeutta ja/tai -laatua projektin mukaan. Käytettävän kaasuseoksen valinta ei siis ole lainkaan merkityksetön asia!
Termi ”kaasuvirta-kaarihitsaus” kattaa useita erilaisia prosesseja. Jokaisella on omat ominaisuutensa… ja ne vaativat erityisiä hitsauskaasuja!
Jokaiseen hitsaustilanteeseen sopivat kaasut

- Kaarihitsaus: Siihen kuuluu useita eri menetelmiä, jotka kaikki perustuvat samaan fysikaaliseen periaatteeseen: sähkökaaren aiheuttamaan lämpötilan nousuun. Jokaisella menetelmällä on omat erityispiirteensä: tuottavuus, laatu ja joustavuus tarpeiden mukaan.
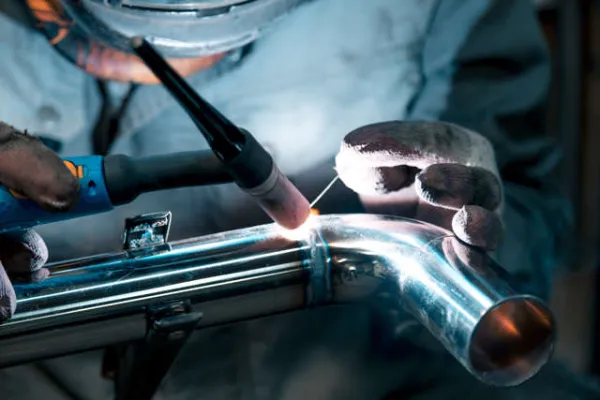
- TIG-hitsaus: TIG-hitsaus on kaarihitsausmenetelmä, jossa käytetään sulamatonta volframielektrodia (tästä tulee nimi Tungsten Inert Gas). TIG-hitsauksessa sähkökaari muodostuu elektrodin (joka on integroitu hitsauspolttimeen) ja hitsattavan kappaleen välille inerttikaasun suojassa. Yleensä käytetään lisämetallia. TIG-hitsausta käytetään esimerkiksi paljon putkistojen orbitaalihitsauksessa.
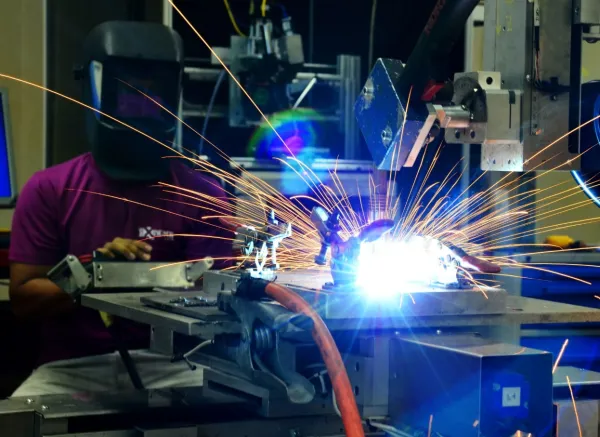
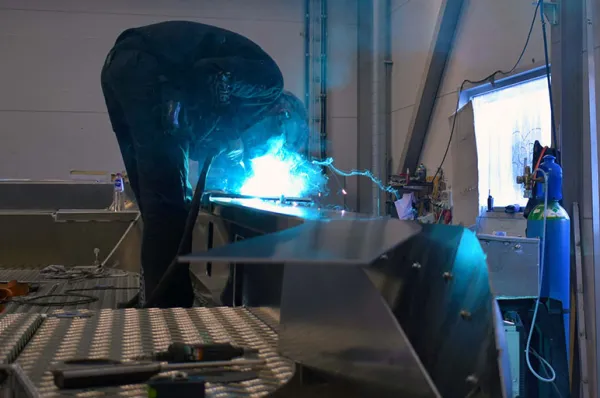
MIG- ja MAG-hitsaus:
MIG–MAG-hitsaus on niin sanottu ”puoliautomaattinen” menetelmä hitsattavan kappaleen metallin sulaminen tapahtuu hitsauslangan ja liitettävien kappaleiden välille muodostuvan sähkökaaren avulla. Tämä sulava hitsauslanka toimii siis myös lisämetallina. Yleensä käytetään täyslangoja, mutta saatavilla on myös täytelankoja. MIG/MAG-hitsauslaitteisiin kuuluu langan syöttölaite, jolla säädetään langan syöttönopeutta hitsauksen aikana. Sähkö siirtyy langalle polttimessa kuparisen kosketusputken kautta. Uusimmissa generaattoreissa on elektroniset parametrien ohjausjärjestelmät, jotka helpottavat käyttöä (synergiat). Käytännössä polttimen liipaisinta painamalla voidaan kutsua esiin ohjelmia, jotka sopeutuvat esimerkiksi eri asentoihin, kuten vaakasuoraan, pystysuoraan ylöspäin jne. MIG tarkoittaa Metal inert gas ja MAG Metal active gas: nämä kaksi menetelmää eroavat toisistaan käytetyn hitsauskaasun luonteen perusteella, eli onko se inertti vai ei. MIG-hitsauksessa kaasu on inertti eikä se reagoi sulan metallin kanssa, toisin kuin MAG-menetelmässä.

Muut hitsausmenetelmät
On olemassa myös muita hitsausmenetelmiä, kuten:
- plasmahitsaus, kaarihitsaus, jossa käytetään ionisoitunutta kaasua (plasmaa)
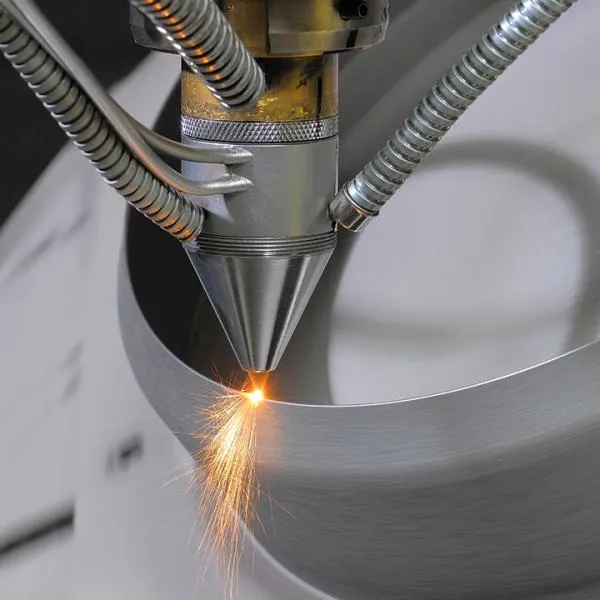
- laserhitsaus, jossa yhdistyvät tarkkuus ja nopeus,
- polttimella (liekillä) tapahtuva hitsaus
- vastushitsaus/pistehitsaus: lämmön syöttö tapahtuu tässä tapauksessa joule-ilmiön avulla.
- upotettu kaarihitsaus
- pyörivä kitkahitsaus
- jne..
Air Liquide on pitkän kokemuksensa ansiosta metalliteollisuudessa kehittänyt erikoiskaasuja ja palveluita erilaisiin käyttötarkoituksiin (hitsaus, leikkaus ja lämmitys). Asiantuntijoidemme kehittämät palvelumme, laitteistomme sekä ARCAL™-kaasut (TIG-, MIG-, MAG- ja plasmahitsaus) ja LASAL™-kaasut (laserhitsaus ja -leikkaus) vastaavat metalliteollisuuden vaativimpiin tarpeisiin.
Hitsauskaasut ja -laitteet









Lataa PDF
Onko sinulla kysyttävää? Täytä sitten yhteydenottolomake!
Asiantuntijamme soittavat sinulle 24 tunnin kuluessa!