
MAG-hitsaus: taloudellinen hiiliteräksen kaarihitsaus
MAG-hitsaus (metallin aktiivikaasuhitsaus) on yksi yleisimmistä hitsausmenetelmistä, ja sitä käytetään erityisesti teollisuudessa, suurissa yrityksissä ja käsityöläisalalla. MAG-hitsauksessa etusijalla ovat ennen kaikkea taloudellisuus ja tuottavuus.
- Näin MAG-hitsausmenetelmä toimii
- Suojakaasujen käyttö valokaarihitsauksessa ei-seostettujen ja matalaseostettujen terästen (esim. rakenneterästen) hitsauksessa
- Happivähäinen metalli-aktiivikaasuhitsaus: Vähennetty aktiivikaasupitoisuus happivähäiseen MAG-hitsaukseen korkeaseosteisille teräksille, joilla on erittäin hyvät hitsausominaisuudet
- Suojakaasut savun ja haitallisten aineiden muodostumisen vähentämiseksi hiiliteräksen MAG-hitsauksessa
- Yleiskatsaus suojakaasuhitsaukseen soveltuvista kaasuista
- Sopivat paineenalennin MAG-hitsaukseen korkeaseosteisille teräksille
- Koulutukset ja käytännön seminaarit onnettomuuksettomaan ja turvalliseen työskentelyyn MAG-hitsausmenetelmällä
- Yleisiä ja usein kysyttyjä kysymyksiä MAG-hitsauksesta matalaseosteiset teräkset
Alun perin CO2-hitsaus hiilidioksidilla (CO2-hitsauksessa suojakaasuna käytetään hiilidioksidia, joka on hiilen ja hapen kemiallinen yhdiste) on kehittynyt nykyään pääasiassa argon-seoskaasujen käyttöön MAG-hitsauksessa. Tämän seurauksena CO2-hitsaus on jäänyt yhä enemmän taka-alalle.
MAG-hitsaus sopii monille eri materiaaleille. Erityisesti hiiliteräksen, kuten yleisen rakenneteräksen, sekä seostamattomien ja matalaseosteisten terästen MAG-hitsauksessa menetelmä takaa korkean taloudellisuuden ja lähes rajattomat käyttömahdollisuudet, koska se on helposti automatisoitavissa, mahdollistaa suuret hitsausnopeudet, minimoi jälkikäsittelyn ja aiheuttaa vain vähän vääntöä.
Prosessikaasujen käyttö voi vaikuttaa ratkaisevasti taloudellisuuteen, tuottavuuteen ja tuotteiden laatuun. Fysikaaliset ja kemialliset ominaisuudet avaavat kokonaisen joukon mahdollisuuksia säästöihin ja parannuksiin.
Hitsauskaasujen valikoimamme
-

ARCAL Prime Pullo Exeltop 50L 200 bar (EOI)
ARCAL™ Prime : Optimaalinen puhtaus | TIG- ja plasmahitsaus kaikki materiaalit | Alumiinin ja kupariseosten MIG-hitsaus | Juurensuojakaasu
-
ARCAL Chrome Pullo Exeltop 50L 200 bar (EOI)
ARCAL™ Chrome : Erinomainen valinta | MAG-hitsaus sekä austeniittiselle että ferriittiselle ruostumattomalle teräkselle | MAG-suojakaasut kaikkien ruostumatto ...
-
ARCAL Speed Pullo Exeltop 50L 200 bar (EOI)
ARCAL™ Speed : Lisää tehokkuutta | Erittäin tuottavaan hiiliteräksen MAG-hitsaukseen | Suojakaasu hiiliterästen MAG-hitsaukseen umpilangalla | Suuri tuottavuu ...
-
ARCAL Force Pullo Exeltop 50L 200 bar (EOI)
ARCAL™ Force : Erinomaiset tulokset | Kaikki käyttötarkoitukset hiiliterästen MAG-hitsauksessa | MAG-hitsaus kaikissa asennoissa | Soveltuu hyvin huokoisten j ...
Näin toimii MAG-hitsausmenetelmä

MAG-hitsauksessa – standardin DIN EN ISO 4063, metallin aktiivikaasuhitsaus kiinteällä langalla, hitsausmenetelmä 135 – mukaan sulava hitsauslisäaine, yleensä hitsauslanka, syötetään mekaanisesti langansyöttölaitteella ja sulaa valokaaressa. Hitsauslanka sytyttää valokaaren hetkenä, jolloin se koskettaa komponenttia. Sulava hitsauslisäaine (lanka) käytetään lisäaineena. Valokaaren suojaamiseksi ympäristön reaktiiviselta hapelta suojakaasu virtaa lisäksi kaasusuuttimen läpi. Tämä syrjäyttää hapen hitsauksen aikana ja estää siten valokaaren ja sulatusaltaan hapettumisen.
Suojakaasujen käyttö korkeaseosteisten terästen (esim. kromi-nikkeliterästen) valokaarihitsauksessa
Teräksen (rakenneteräksen) MAG-hitsauksessa (hitsausmenetelmä 135) käytetään argon- ja helium-pohjaisia suojakaasuja, joihin on lisätty aktiivikaasua (aktiivikaasu on reaktiivinen kaasu) hiilidioksidin muodossa. Erilaiset suojakaasut suojaavat hitsausaltaan ilmakehältä ja vaikuttavat materiaalin siirtymiseen, valokaaren vakauteen, hitsausliitoksen syöpymiseen ja hitsaussauman hapettumiseen. Lisäksi ne vaikuttavat savun ja haitallisten aineiden muodostumiseen.
Happivähäinen metalli-aktiivikaasuhitsaus: Vähennetty aktiivikaasupitoisuus happivähäiseen MAG-hitsaukseen korkeaseosteisille teräksille, joilla on erittäin hyvät hitsausominaisuudet

ARCAL 14:n avulla voit optimoida teknologiset ominaisarvot, lisätä sulatuskapasiteettia, parantaa hitsausominaisuuksia ja vähentää roiskeiden muodostumista tai mukauttaa niitä valmistusolosuhteisiin.
Suojakaasut savun ja haitallisten aineiden muodostumisen vähentämiseksi hiiliteräksen MAG-hitsauksessa

Kaasut syntyvät pääasiassa käytettyjen ja läsnä olevien kaasujen ja kaasuseosten reaktiotuotteina. Hiukkasmaiset aineet muodostuvat pääasiassa hitsauslisäaineesta ja käytetyistä pinnoitteista. Lisäksi on hitsaussavun päästöaste: se ilmaisee, kuinka paljon hitsaussavua syntyy tietyn ajan kuluessa. Se riippuu eri tekijöistä menetelmän mukaan.
MAG-hitsausmenetelmässä, jossa hitsataan seostamattomia ja matalaseostettuja teräksiä, hitsaushuurun päästö kasvaa aluksi virran voimakkuuden kasvaessa ja laskee sitten maksimiarvon saavuttamisen jälkeen. Suojakaasun argon- tai heliumosuuden kasvu vähentää hitsaushuurun päästöjä.
Teräksen hitsauksessa, jossa hiilidioksidipitoisuus on korkea, syntyy hitsaushuurun lisäksi myös mahdollisesti vaarallisia pitoisuuksia hiilimonoksidia ja vähäisiä määriä otsonia. Air Liquide on kehittänyt ARCAL Chrome -suojakaasun, jonka hiilidioksidipitoisuus on alhainen. Tämän ansiosta haitallisten aineiden muodostuminen on vähäistä.
Yleiskatsaus suojakaasuhitsaukseen soveltuvista kaasuista
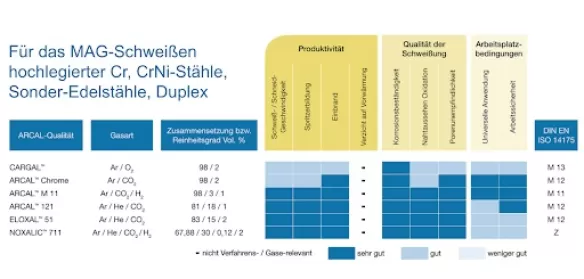
Yleiskatsauksesta näet, mitkä suojakaasuhitsaukseen soveltuvat kaasut ovat erityisen sopivia tavoitteisiisi ja materiaaleihisi.
ARCAL-suojakaasuohjelma auttaa sinua parantamaan hitsausliitoksen laatua ja hitsausprosessin tuottavuutta sekä varmistamaan optimaaliset työolosuhteet. ARCAL-laatuilmat ovat saatavana myös EXELTOP-pullosysteemissä, jossa on integroitu paineenalennin.
Sopivat paineenalennin MAG-hitsaukseen korkeaseosteisille teräksille
Erittäin seostettujen terästen MAG-hitsauksessa esipaineella on tärkeä rooli. Tässä yhteydessä erotetaan 200 barin ja 300 barin paineenalennusventtiilit. Paineenalennusventtiilin esipaine riippuu kaasupullon paineesta, ja se on sekoittumaton eri liitäntöjen ansiosta.
MAG-hitsauksessa korkeaseosteisten terästen osalta mitoitus tapahtuu tarvittavan suojakaasun määrän perusteella litroina minuutissa. Säätöalue on 0–30 litraa.
Koulutukset ja käytännön seminaarit onnettomuuksettomaan ja turvalliseen työskentelyyn MAG-hitsausprosessissa
MAG-hitsauksessa voi syntyä vaaroja melun, savun, sähkövirran ja palovaaran muodossa. Hitsaustöissä on suojauduttava näiltä vaaralähteiltä. Hitsaustöissä voi syntyä muun muassa kipinöitä tai pienempiä kuonapaloja. Nämä voivat olla vaarallisia – paitsi työntekijälle myös ympäristölle. Erityisesti on kiinnitettävä huomiota mahdollisiin palovaaroihin.
- Koulutetut työntekijät ovat edellytys turvalliselle kaasujen käytölle MAG-hitsauksessa yrityksessäsi – ja ne ovat lakisääteinen vaatimus. Hyödynnä Air Liquiden asiantuntijoiden laajaa osaamista ja kokemusta teknisistä kaasuista.
- Haluatko, että työntekijöilläsi on tarvittavat tiedot kaasujen turvallisesta käsittelystä vaarallisten tilanteiden ehkäisemiseksi?
- Haluatko todistaa työntekijöidesi pätevyyden kaasujen käsittelyssä?
- Haluatko, että työntekijäsi tuntevat eri kaasujen tärkeimmät ominaisuudet?
- Etsitkö käytännönläheisiä koulutuksia, jotka täyttävät työturvallisuuslain ja työturvallisuusmääräysten vaatimukset?
MAG-hitsausmenetelmän onnistunut käyttö riippuu tässä esitettyjen ominaisuuksien tuntemuksesta. Parempi taloudellisuus voidaan saavuttaa valitsemalla optimaalinen kaasu. MAG-hitsauksessa käytetään yleensä argonpohjaista kaasuseosta. Kaasuseoksen sivuaineina on pieniä määriä hiilidioksidia. Mainittujen ARCAL-suojakaasujen monipuolisuus ja yleispätevyys ovat johtaneet niiden hallitsevaan käyttöön. Heliumlisäykset laajentavat suorituskykyaluetta
Yleisiä ja usein kysyttyjä kysymyksiä MAG-hitsauksesta matalaseosteiset teräkset
Mitä MAG-hitsaus on ja miten se toimii?
MAG-hitsaus (metallin ja aktiivisen kaasun hitsaus) on valokaarihitsausmenetelmä (menetelmä 135 standardin DIN EN ISO 4063 mukaan), jossa hitsauslanka syötetään mekaanisesti ja sulatetaan valokaaressa. Suojakaasu suojaa valokaarta ja sulatuskylpyä ympäröivältä ilmalta. Sitä käytetään pääasiassa hiiliteräkselle, seostamattomille ja matalaseostetuille teräksille.
Mitä etuja MAG-hitsaus tarjoaa matalaseosteisille teräksille?
MAG-hitsaus tarjoaa:
- korkean taloudellisuuden automatisoitavuuden ansiosta
- korkeat hitsausnopeudet
- jälkikäsittelyn minimoinnin
- vähäisen vääntymisen
Mitä suojakaasuja käytetään MAG-hitsauksessa matalaseosteisten terästen hitsauksessa?
Yleensä käytetään argon- ja/tai helium-pohjaisia suojakaasuja, joihin on lisätty aktiivisia kaasuja, kuten hiilidioksidia ja/tai happea.
Suojakaasun valinta vaikuttaa:
- Materiaalin siirtymiseen
- Valokaaren stabiilisuuteen
- Palamiskäyttäytymiseen
- Hitsaussauman hapettumisen
- Savun ja haitallisten aineiden muodostumisen
Voinko hitsata MAG-hitsauksella myös korkeaseosteisia teräksiä?
Kyllä, on olemassa menetelmiä, kuten "MAG-hitsaus", joissa käytetään vähäisempiä aktiivikaasupitoisuuksia ja jotka soveltuvat korkeaseosteisille teräksille.
Tähän sopivat esimerkiksi:
- ARCAL Chrome
- Cargal
- ARCAL M11
- ARCAL 121
Kuinka voin vähentää savun ja haitallisten aineiden muodostumista MAG-hitsauksessa?
Käyttämällä suojakaasuja, joiden hiilidioksidipitoisuus on alhainen, kuten esimerkiksi:
- ARCAL 14
- TERAL 24-7
- CARGAL 3
voidaan vähentää haitallisten aineiden muodostumista.
Myös argon- tai heliumpitoisuuden lisääminen suojakaasussa vähentää hitsaussavun päästöjä.
Mikä rooli paineenalennusventtiileillä on MAG-hitsauksessa?
Paineenalennusventtiilit ovat tärkeitä kaasupullon kaasunpaineen alentamiseksi tarvittavaan käyttöpaineeseen ja tasaisen kaasunvirtauksen varmistamiseksi. Korkeaseosteisten terästen MAG-hitsauksessa esipaine on tärkeä, ja se määritetään tarvittavan suojakaasun määrän perusteella litroina minuutissa.
Mitä turvallisuusvarotoimia on noudatettava MAG-hitsauksessa?
MAG-hitsauksessa vaarat voivat johtua seuraavista tekijöistä:
- Melu
- Savusta
- Sähkövirta
- palovaara
syntyä. On tärkeää suojautua näiltä vaaroilta esimerkiksi käyttämällä sopivaa suojavaatetusta, imemällä hitsaussavua ja toteuttamalla palontorjuntatoimenpiteitä.
Mikä on ero CO2-hitsauksen ja MAG-hitsauksen välillä?
O2-hitsaus oli MAG-hitsauksen edeltäjä, jossa suojakaasuna käytettiin puhdasta hiilidioksidia. Nykyään MAG-hitsauksessa käytetään kuitenkin pääasiassa argon-seoskaasuja, koska ne tuottavat parempia hitsaustuloksia.
Minulla on ongelmia hitsausroiskeiden kanssa. Onko ratkaisua?
Kyllä, Air Liquide on kehittänyt prosessikaasun TERAL 24-7, joka on roiskeita vähentävä suojakaasu ja mahdollistaa vakaamman metallin siirtymisen