Laserhybridihitsaus, laser-MAG-hybridihitsaus
Laserhybridihitsausmenetelmä yhdistää laser- ja MSG-hitsausmenetelmien edut. Lasersäde varmistaa syvän hitsausliitoksen (syvä hitsaus pienellä venytysenergialla), kun taas MSG-elektrodin (lisäaine hitsausliitoksen täyttämiseen) käyttö tasapainottaa raotoleranssit. Tämä mahdollistaa huomattavan tuottavuuden kasvun monilla aloilla, muun muassa autoteollisuudessa, putkistoissa ja säiliöiden rakentamisessa.
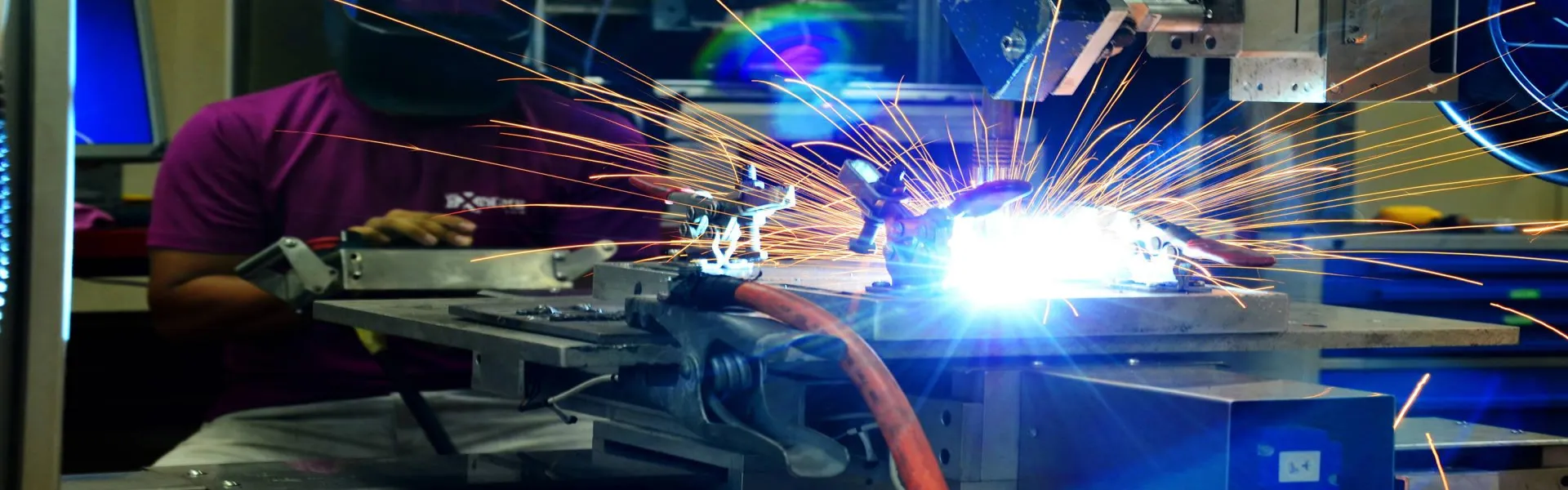
Automaatio laserhybridihitsauksessa
Laserhybridihitsausmenetelmällä hitsausliitoksen tarvitsema saumavolyymi voi siten vähentää huomattavasti liitoksen edellyttämien hitsauskerrosten määrää, usein yksi hitsauskerros riittää. Kun laser huolehtii syvähitsauksesta, MSG-prosessi mahdollistaa hyvän raon ylityksen ja vähentää sauman valmisteluvaatimuksia.
Laser-MSG-hybridihitsaus yhdistää kahden prosessin edut.
MSG-prosessi on valokaariprosessi, joka vaatii vain vähäisiä investointeja ja on tehokas energialähde. Lisäaine parantaa sauman ylityskykyä, kompensoi komponenttien toleransseja, minimoi sauman valmistelun vaivannäön ja vaikuttaa kohdennetusti hitsaussauman rakenteeseen.
Laser mahdollistaa suuren sauman syvyys-leveys-suhteen/syvähitsauksen, hitsausnopeuden kasvun ja samalla komponenttien lämpörasituksen vähenemisen. Tämä vähentää lujuuden menetystä lämpövaikutusalueella ja lämpömuodonmuutoksia.
MSG-laserhybridihitsaus on suhteellisen helppo sovittaa vakiintuneisiin automatisoituihin prosesseihin, kuten hitsausrobotteihin ja lineaarijärjestelmiin. Menetelmä on vakiintunut laivanrakennuksessa, autoteollisuudessa, kuljetusalalla, ajoneuvorakentamisessa ja
Hybridilaserhitsausmenetelmän käyttöalueet
Laser-valokaarihitsaustekniikoiden tarkoituksellinen yhdistäminen niin kutsutuissa hybridihitsausmenetelmissä tuo monia etuja, mikä näkyy niiden käytössä lukuisissa teollisissa sovelluksissa, kuten esimerkiksi seuraavissa:
- Laivanrakennus
- Putkistojen rakentaminen
- Säiliöiden ja tankkien rakentaminen
- Kuljetus ja liikenne
- Energia
- Rakentaminen
Tutustu Lasal-tuotevalikoimaamme laserhitsaukseen



Suojakaasut/prosessikaasut laserhybridihitsaukseen
Sovelluskohtaisilla suojakaasuilla tai prosessikaasuilla voidaan hyödyntää täysimääräisesti valokaari-laser-hybridiprosessien potentiaali. Sopivien suojakaasujen tai prosessikaasujen valinnassa on otettava huomioon seuraavat seikat:
- Prosessitekninen prosessi-ikkuna plasman muodostumisen ja plasman taipumuksen suhteen laserilla
- Valokaaren stabiilius ja materiaalin siirto valokaariprosessissa
- Materiaalit, seoksen koostumus, rakenne ja pinnan kunto
- Laserin aallonpituus ja teho
- Komponentin paksuus ja liitosgeometria
Materiaaliin ja laseriin sovitetut suojakaasu-/prosessikaasuratkaisut voivat hintavakauden lisäksi vaikuttaa merkittävästi saavutettavaan hitsaustulokseen hitsausmuodon, sauman pinnan, sauman laadun, hitsausnopeuden ja suojakaasun kulutuksen osalta.
Suojakaasun fysikaalis-kemiallisten ominaisuuksien kohdennettu käyttö voi vaikuttaa merkittävästi valokaaren ja laserin yhdistelmähitsausprosessin laatuun ja tuottavuuteen energian syötön, hitsausgeometrian, syvähitsauksen, huokosten ja roiskeiden vähentämisen osalta.
Laserhybridihitsauksessa hyödynnetään laserhitsauksen tuottavuutta, syvempää ja nopeampaa hitsausta sekä MIG-/MAG-hitsauksen lisäainetta sauman ja saumaraon toleranssien täyttämiseksi ja tasoittamiseksi.
Näin laserhitsauksen edut voidaan hyödyntää paksummissa komponenteissa, kuten laivanrakennuksessa, säiliöiden rakentamisessa ja nosturien rakentamisessa. Samalla tarvittavat hitsaussaumamäärät, kuten hitsausaika ja komponenttien lämpörasitus, vähenevät merkittävästi.
Näissä pitkälle automatisoiduissa prosesseissa suojakaasut voivat parantaa prosessin vakautta, tuottavuutta ja hitsaussauman laatua merkittävästi sekä vähentää jälkikäsittelyä ja laitteiden seisokkiaikoja huomattavasti.